Willkommen zu
Moderne Landwirtschaft
!






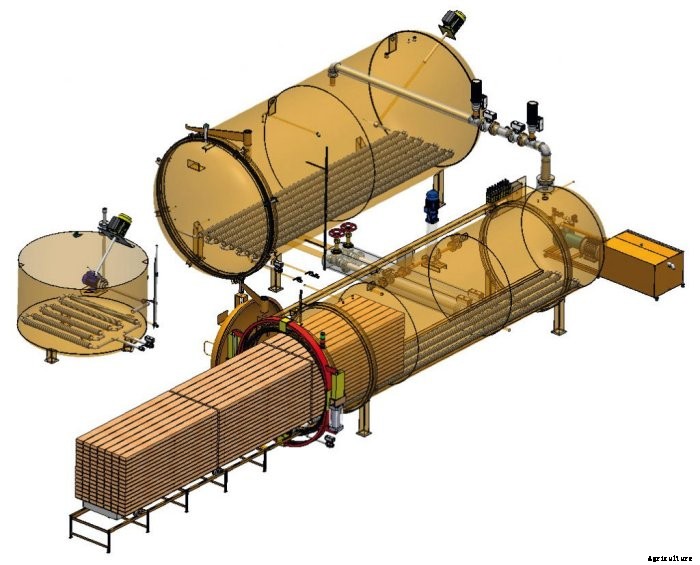
Der Vakuum-Druck-Imprägnierer IMP-VP besteht aus einem Autoklaven, der auf ein zu legendes Bad gelegt wird. Das Bad dient der Erhaltung der Konservierung, den Autoklav für die Holzbehandlung auf einen geeigneten Wagen legen. Während der Betriebsphase gelangt das Konservierungsmittel aus dem Lagerbad in den Autoklaven, der das Holz enthält und nach der Imprägnierung, es kommt zurück in seinen ehemaligen Behälter. Der gesamte Prozess wird mit automatischem Zyklus durchgeführt. Die Pflanzen arbeiten mit einem maximalen Vakuum von -730 mmHg, ein hydraulischer Überdruck von 12 Atm, und kann dann Imprägnierungszyklen durch Vollzelle durchführen, Leerzelle oder nur an den Stücken Peripherie. Dies ist die ideale Pflanze für die Behandlungen durch Konservierungsmittel mit in Wasser gelösten Salzen.
Eine Standardanlage besteht aus:
Die im Vergleich zur Produktivität reduzierten Größen dieser Anlagen ermöglichen erhebliche Platzeinsparungen und lassen sich leicht im Unternehmen platzieren.
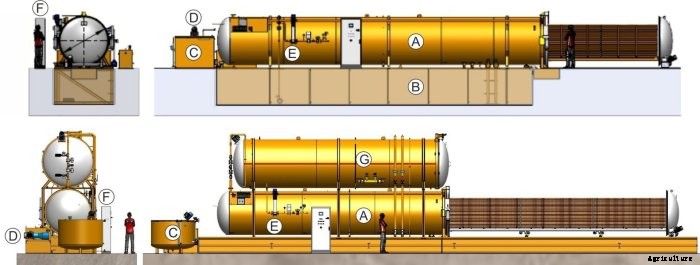
Eine Standardanlage besteht aus:
Die im Vergleich zur Produktivität reduzierten Größen dieser Anlagen ermöglichen erhebliche Platzeinsparungen und lassen sich leicht im Unternehmen platzieren.

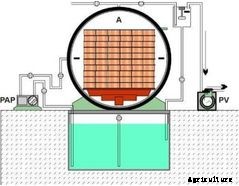
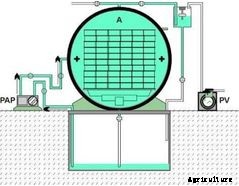
Phase 1:Anfangsvakuum
Der Holzstapel, einmal auf dem angetriebenen Wagen des Autoklaven positioniert, wird in die Anlage gelegt, um den Zyklus zu starten.
Das hermetische Schließen der Tür ermöglicht es der Maschine, die Behandlung durch Starten der Vakuumpumpe zu beginnen. Diese Phase, was für den Erfolg des Zyklus sehr wichtig ist, befreit die Poren des Holzes von Luft, indem ein „Vakuum“ erzeugt wird, das das Holz in der Konservierungslösung „atmen“ lässt. Die Dauer der Vakuumphase kann je nach Beschaffenheit des Holzes von 30 bis 90 Minuten variieren.
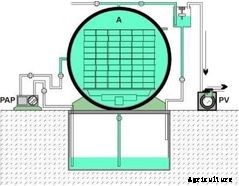
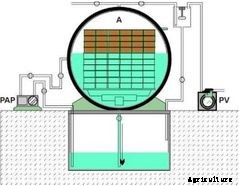
Phase 2:Befüllung
Sobald die erste Phase abgeschlossen ist, das Vakuum wird verwendet, um die Behandlungslösung vom unteren Tank in den darüber befindlichen Autoklaven zu befördern.
Ein Füllstandssensor, der dem Anlagenrechner ein Steuersignal sendet, steuert die Füllphase.
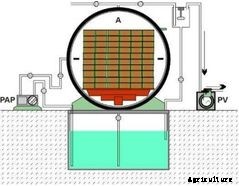
Phase 3:Druckanwendung
Die dritte Behandlungsphase hat die wichtige Aufgabe, die Lösung in das Holz zu „zwingen“. Die Druckpumpe kann je nach Beschaffenheit des Holzes zwischen 30 und 180 Minuten arbeiten. Durch die kombinierte Wirkung mit dem Vakuum können sich die Wirkstoffe tief im Holz festsetzen und garantieren so einen lang anhaltenden Schutz.
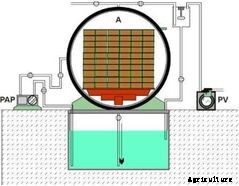
Phase 4:Entladen der Lösung
Nach Beendigung der Behandlungsphasen, die nicht vom Holz aufgenommene Lösung gelangt über ein am Boden des Autoklaven angebrachtes Ablassventil in den unteren Tank.
Spezielle automatische Systeme füllen den Salzgehalt nach und stellen den Füllstand des Imprägniermittels wieder her, damit es für einen neuen Zyklus bereit ist. Alle nicht absorbierten Lösungen stehen für einen neuen Zyklus ohne Abfall zur Verfügung.
Phase 5:Rückgewinnungsvakuum
Eine weitere Vakuumphase von ca. 20-40 Minuten erleichtert die Bindung der Holzwirkstoffe.
Diese Phase ist in der „Tropfphase“ des zu behandelnden Materials wichtig.
Phase 6:Zyklusende
Am Ende des Imprägnierzyklus kehrt der Autoklav auf Atmosphärendruck zurück und das Holz ist bereit für die folgenden Phasen.
Dauer des Prozesses
Die Dauer des Zyklus hängt von folgenden Faktoren ab:

Vollständiger Schutz des Holzes vor Zersetzungsmitteln durch Druck-Vakuum-Technik Die IMP-VP-Anlagen eignen sich zur Behandlung von Gütern der Risikoklasse drei, vier und fünf.
Die natürliche Konformation von Holz macht es ungeeignet für den Einsatz draußen .
Seine Zusammensetzung (20-30% Lignin, 40-50% Cellulose, 20-24% Kohlenhydrate) macht es anfällig für „ Abbaumittel “, die bei hoher Luftfeuchtigkeit und Temperaturen zwischen 10 und 40 °C ihre Wirkung entfalten.
Pilze, Schimmel und Bakterien sich unter idealen Entwicklungsbedingungen befinden, während die ultraviolette Strahlung Das im Sonnenlicht vorhandene Lignin wird photochemisch zersetzt wasserlöslich .


Der einzige Weg um die Aktion der Holzfeinde zu bekämpfen wendet sich an die Hilfe, die moderne Chemie bietet.
In der Tat, wenn eine gutes Insektizid und Fungizid in ausreichender Menge aufgetragen wird, dass auch die inneren Teile des Holzes betroffen sind, der Angriff von Mikroorganismen und Insekten kann ausgeglichen werden seit einigen Jahren . Sowohl das Fungizid als auch das Insektizid verlieren mit den Jahren ihre Wirksamkeit, Daher ist die Schutzdauer direkt proportional zur aufgetragenen Menge.
Ein ich bin schwanger mit einem hohen Trockenrückstand kann das Holz wasserdicht indem man es vor Wasser schützt bis es angewendet wird a . bilden Oberfläche Film.
Die Pigmente , die nicht transparent sind, bilden eine undurchlässige Oberfläche Barriere gegen ultraviolette Strahlen , Dadurch wird die Zersetzung des Lignins verhindert.
Die traditionellen Tauchsysteme, Streichen und Spritzen können nicht garantieren, dass die drei Ergebnisse erzielt werden.
Ein Produkt mit ein hoher Trockenrückstand wird sich bilden Oberflächenfolie , Begrenzung des Eindringens der Insektizid- und Fungizidlösung.
Andererseits, ein Produkt mit ein geringer Trockenrückstand hat eine bessere Penetration, wodurch die Insektizid- und Fungizidlösung aktiver ist, aber mit sehr geringem Widerstand gegen das Eindringen von Feuchtigkeit in die Innenteile des hergestellten Artikels.
Erst der Einsatz der Druck-Vakuum-Technologie hat es ermöglicht, Pigmentierprodukte mit hohem Trockenrückstand (12-30%) aufzutragen, was zu einem vollständigen Schutz des Artikels führt.

Bri-Mar - Modell DTR508LP-3 - Einachser - Muldenkipper mit niedrigem Profil

Zucchini beschneiden:So beschneiden Sie Zucchini-Kürbis

Wie eine indische Landwirtschaftsorganisation versucht, den Wald zu retten

Bananenpflanze Zimmerpflanze – Pflege eines Bananenbaums im Inneren

Mexikos Agrarindustrie warnt davor, dass Verbote von GVO-Mais und Glyphosat die Lebensmittelversorgung schrumpfen lassen könnten

Premium-Box-Stände

Rote Kartoffelsorten – Anbau von Kartoffeln mit roter Haut und rotem Fleisch

Modell L-CBF 10-14-1 - Flüssiger kohlenstoffbasierter Melassedünger

Winged Bean:Züchten Sie sie in Ihrem Garten

Wachsende Pflanzen in hängenden Körben (Blumen, Kräuter, Gemüse, und Früchte)









